隨著醫療技術向高精度、個性化升級,醫用級 PEEK(聚醚醚酮)憑借 ISO 10993 全項生物相容性認證、260°C 長期使用溫度及優異力學穩定性,成為椎間融合器、手術錨釘等高端醫療部件的核心材料。但其半結晶特性(結晶度 30%-35%)與醫療產品的嚴苛合規要求,決定了模具成型需突破多維度技術壁壘。本文結合新時代智能制造技術,拆解成型核心必要條件,為醫療制造企業提供實操指南。一、材料特性與預處理
2025-08-16 塑膠模具
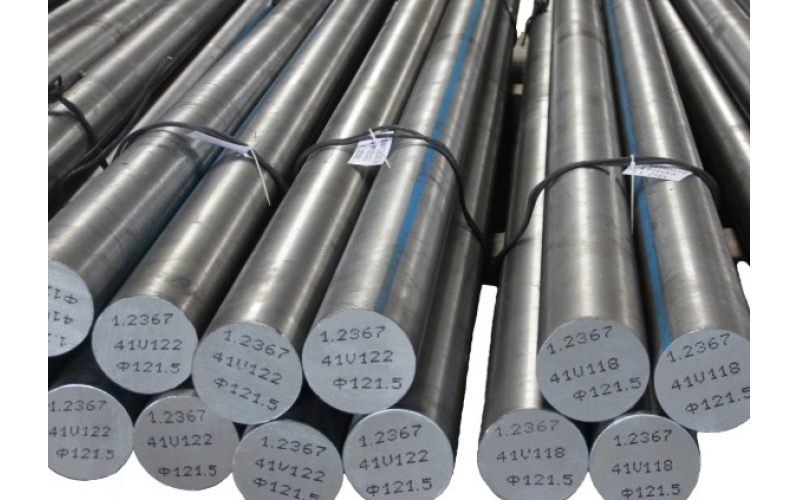
在汽車工業高速發展的今天,塑膠模具作為汽車配件生產的核心裝備,材料選擇直接影響模具壽命、生產效率及配件質量。隨著新能源汽車、智能網聯汽車的涌現,汽車配件向輕量化、集成化發展,對塑膠模具材料提出更高要求。本文將梳理汽車配件塑膠模具的常用材料、核心特性及新時代技術趨勢。一、傳統基礎模具材料及應用碳素工具鋼(如 T8、T10) 是入門級材料,含碳量 0.8%-1.0%,淬火回火后硬度達洛氏硬度 58-6
2025-08-15 塑膠模具
在當今食品行業蓬勃發展的時代,食品級塑膠模具的加工質量直接關乎食品安全與消費者健康。隨著科技的進步與人們對食品安全重視程度的提升,食品級塑膠模具加工要點也在不斷更新與完善。一、材料選擇食品級塑膠模具材料的選擇是確保食品安全的基礎。所選用的材料必須通過嚴格的食品安全認證,如美國食品藥品監督管理局(FDA)認證、歐盟食品接觸材料法規(EU 10/2011)等。常見的食品級塑膠模具材料有不銹鋼、食品級塑
2025-08-14 塑膠模具
一、模具設計基礎術語分型面(Parting Line, PL):模具閉合時前模與后模的接觸面,決定產品脫模方向。拔模斜度(Draft Angle):為便于脫模,模具表面與脫模方向形成的微小傾斜角度(通常 0.5°-3°)。澆口(Gate):塑料熔體進入模具型腔的通道,常見類型有針點澆口、側澆口等。道(Runner):連接澆口與主流道的通道,用于引導熔體流動。流冷卻水道(Cooling Channe
2025-08-13 塑膠模具
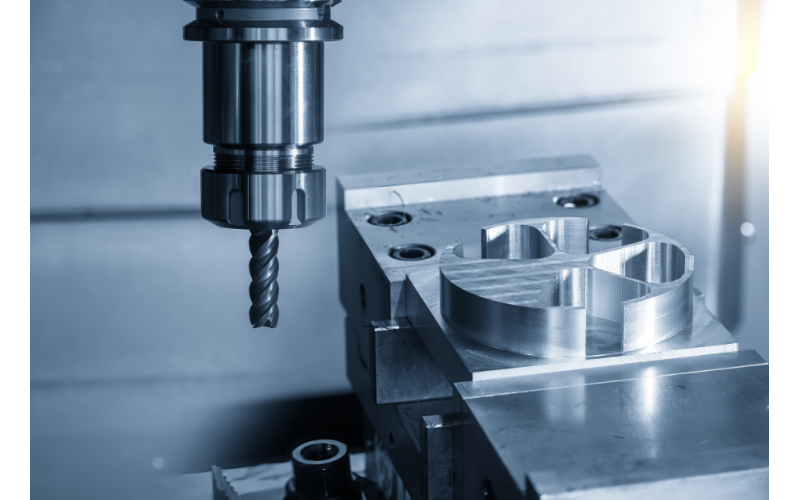
一、DFM 分析:可制造性設計前置1. 需求解構邏輯材料與模具匹配:塑料原料決定模具鋼選型(如 ABS 用 P20 鋼,高溫 PC 料需 H13 鋼),同時關聯熱處理工藝(H13 需淬火 + 回火,成本增加 20-30%)。表面要求:高光面(Ra≤0.2μm)需鏡面電火花加工,成本比普通光面高 50-80%。精度與量產平衡:公差 ±0.05mm 為常規標準,±0.01mm 需精密磨床 + 三坐標檢
2025-08-12 塑膠模具
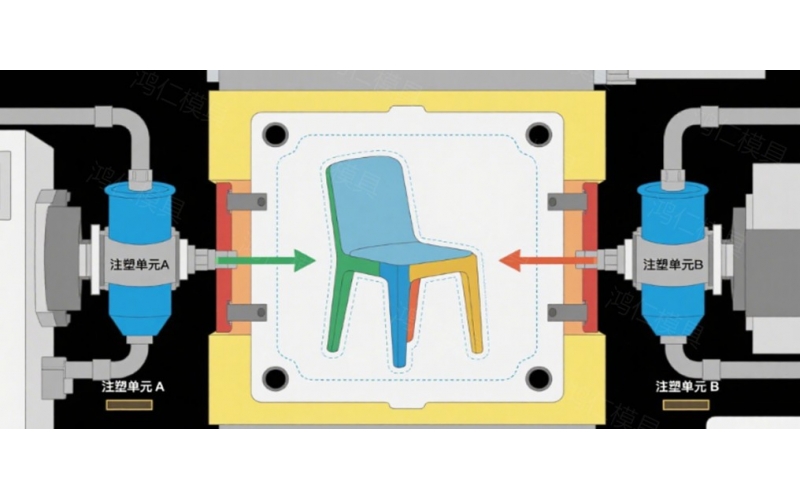
在當今的家具行業,消費者對家具的要求日益提高,不僅關注實用性,更追求美觀性、個性化與環保性。雙色注塑技術作為一種先進的塑料成型工藝,正逐漸在家具領域嶄露頭角,為家具制造帶來了新的發展機遇與變革。一、雙色注塑技術概述(一)技術原理雙色注塑,顧名思義,是將兩種不同的材料(通常為塑料)注塑到同一套模具中,從而使最終產品由兩種材料構成。這兩種材料可以是不同顏色,也可以是軟硬程度不同 。在實際操作中,通過特
2025-08-11 雙色注塑
在醫療技術日新月異的新時代,醫療器械與設備正朝著小型化、精密化、功能集成化方向高速發展。雙色注塑,作為一種先進的塑料成型工藝,憑借獨特的成型優勢,在醫療領域從幕后走向臺前,為各類醫療產品的創新制造提供了關鍵技術支撐。它打破傳統工藝局限,將兩種不同特性的材料精準融合,實現一次成型,極大提升產品性能與生產效率,已成為醫療產品制造革新的重要驅動力。一、雙色注塑工藝解析雙色注塑通過配備雙料筒的專用注塑機,
2025-08-09 雙色注塑
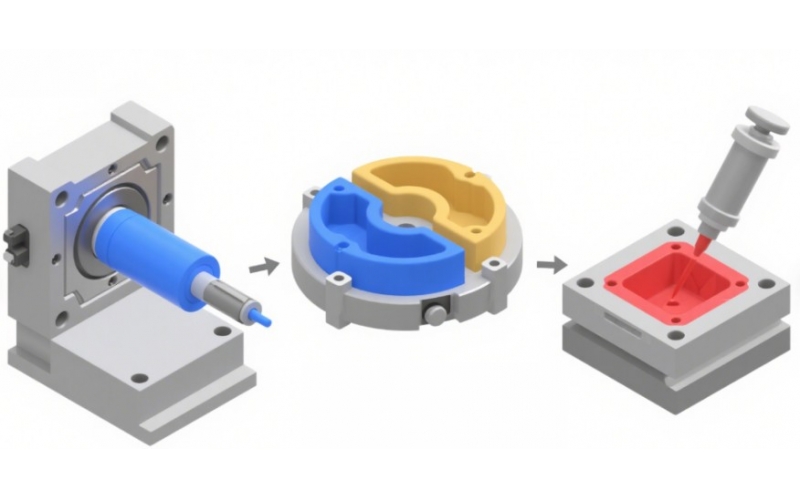
一、雙色注塑工藝概述雙色注塑,作為一種先進的塑料成型工藝,在同一成型周期內,將兩種不同的塑料材料依次注入同一模具型腔,從而制造出由兩種材料構成的一體化產品。這兩種材料既可以是不同顏色,以滿足產品外觀的多樣化需求;也可以是不同特性,如軟質與硬質材料的組合,賦予產品獨特的功能。雙色注塑機配備雙料筒與雙注射單元,能精準控制兩種材料的注射量、注射速度及注射壓力。模具設計更是雙色注塑的關鍵,通過巧妙的結構設
2025-08-08 雙色注塑